Sympozjum techniczne PLASTECH 2001: "Nowoczesne formy wtryskowe - problemy konstrukcji i użytkowania", str.285-289.
Współczesna inżynieria
materiałowa wśród wielu nowoczesnych rozwiązań technicznych proponuje
technologie nanoszenia na powierzchnie form do tworzyw sztucznych nowych warstw
o bardzo cennych właściwościach. Konieczność współpracy elementów form z
przepływającym stopem w warunkach wysokiej temperatury, wysokich naprężeń
ścinających i wysokich ciśnień
oraz wzajemnych oddziaływań mechanicznych ich ruchomych elementów, odporność
na tarcie, działania erozyjne wszelkiego rodzaju a szczególnie dobre właściwości
samosmarujące i antyadhezyjne są wyzwaniem dla tej gałęzi wiedzy. Osiągnięcia
w tym zakresie są szybko wdrażane i znajdują zastosowania w warunkach
ostrej konkurencji i przy zapotrzebowaniu przetwórców, dla których rozwój
wysokowydajnych procesów jest warunkiem dalszego szybkiego zaspokajania potrzeb
rynku i klientów OEM (Original Equipment Manufacturer – autentycznych
producentów wyrobów).
Dużym utrudnieniem w
przetwórstwie tworzyw sztucznych, zwłaszcza przy wtryskiwaniu, jest problem
wyjmowania wyprasek z formy. Dotyczy to wszystkich tworzyw sztucznych, ale niektóre
sprawiają pod tym względem szczególnie dużo kłopotów. W tych kłopotach
wiodącą rolę odgrywają elastomery termoplastyczne a specjalnie niektóre ich
rodzaje. By uzyskać lepsze oddzielanie wyprasek od powierzchni formującej
dodaje się do granulatów specjalnych środków. Niestety w wielu przypadkach
konieczne jest w trakcie procesu cykliczne nanoszenie na powierzchnie formujące
dodatkowej warstwy środków rozdzielających. Powoduje to wzrost kosztów nie
tylko na środek rozdzielający, ale przede wszystkim ze względu na
wydłużenie cyklu pracy. Dodatek substancji zmniejszającej przyleganie
znacznie pogarsza zdolność do obróbki powierzchniowej np. malowania, nadruku
lub klejenia. Najlepszym sposobem na rozwiązanie problemu jest stworzenie
powierzchni formujących w oprzyrządowaniu o bardzo małej przyczepności.
Zmniejszenie przylegania wyprasek
do ścianek formy skraca czas chłodzenia wyprasek gdyż zmniejsza tendencje do
deformacji podczas działania wypychaczy, oraz eliminuje czas potrzebny na
ewentualne smarowanie środkiem rozdzielającym, skraca więc cykl całej
operacji technologicznej.
Ponieważ całkowicie
wyeliminowany jest środek rozdzielający,
bardzo poprawiają się warunki higieny środowiska pracy oraz użytkowania
wyrobów (bardzo ważne dla zastosowań medycznych, kosmetycznych, spożywczych
itp.). Konstrukcja wypraski może też być bardziej delikatna, a cienkościenna
wypraska to następne oszczędności (materiał oraz dalsze zwiększenie wydajności).
Bardzo często ostre tolerancje wymiarów nie pozwalają na większe pochylenia
ścian. Przy antyadhezyjnych powierzchniach form, można pochylenia ścian
zmniejszyć i uzyskać bardziej precyzyjny wymiarowo wyrób. Także formy i inne
narzędzia są trwalsze ze względu na mniejsze zużycie elementów współpracujących
i mniejsze siły potrzebne do usuwania wyprasek z gniazd.
Lepsza odporność na
erozję stopu (często wzmocnionego twardym wypełniaczem), oraz oddziaływaniem
korozyjnym tworzyw i agresywnych gazów to także mniejsze zużycie form, przy dłuższych
czasach pracy między przeglądami i konserwacją oraz łatwiejsze ich
czyszczenie.
Wykonywane kiedyś powłoki
z twardego chromu technicznego od dawna ustępują miejsca nowym rozwiązaniom.
Nowe materiały antyadhezyjne, poślizgowe, warstwy o dużej odporności
chemicznej a przede wszystkim o dużej twardości i odporności na zużycie
mechaniczne będą się coraz powszechniej stosowane. Wpłynie to na
zmniejszenie kosztów ich zastosowania i spowoduje dalszy postęp.
Powłoki
na bazie niklu / fosforanu /
policzterofluoroetylenu-PTFE
Oferowane, znane pokrycia
tego typu noszą zastrzeżone nazwy handlowe Poly-Ond® oraz Nicklon®.
Posiadają one ekstremalnie niski współczynnik tarcia i bardzo dobre właściwości
rozdzielające i poślizgowe przy wysokiej odporności na korozję oraz
kontrolowaną dużą twardość powierzchni.
Jest to powłoka na bazie
niklu (ok. 80% wag. Ni w warstwie)
osadzanego chemicznie z kąpieli fosforanowej (ok. 10% wag. P) i
jednocześnie współosadzanego policzterofluoroetylenu (ok. 10 % wag. czyli
ok.25 % obj. PTFE). Warstwy te można nanosić na takie metale jak stal, żeliwo,
aluminium, mosiądz i brąz. Następnie w zależności od potrzeb spieka się ją
w temperaturze 3700C do 4000C.
Uzyskuje się twardość 50 HRC przy niespiekanej powłoce, natomiast po obróbce
termicznej twardość wzrasta do 68÷70 HRC. Możliwe jest dokładne ustawienie
w zakresach od 41 do 70 HRC. Współczynnik tarcia kinetycznego pod obciążeniem
200 funtów wynosi 0,06. Otrzymane powłoki mają grubość od 0,0013 do 0,75 mm
(standard: 0,013 mm) i mogą pracować od –500C do 2900C
w warunkach pracy ciągłej i do 4000C przy pracy przerywanej. Gładkość
powierzchni Ra wynosi 0,5 µm lub mniej. Odporność na mgłę solną wg
ASTM-B-117: -przy 0,013 mm 650 godzin a przy powłoce 0,05 mm 1000 godzin. Powłoki
można chemicznie zdejmować bez naruszania istniejącej powierzchni nawet z różnych
podkładów metalicznych.
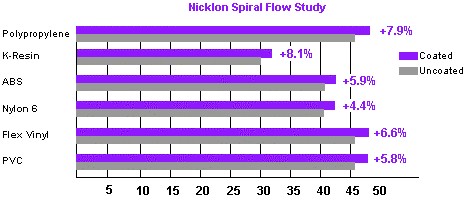
Stwierdzono także lepsze
płynięcie stopionego tworzywa w formie:
Rys 1: Wpływ
pokrycia NICKLON® na wielkość płynięcia metodą spirali
Zwiększenie
płynięcia w warunkach testu (ok.
5 ÷ 8 %) może nie być bardzo zauważalne w rzeczywistych warunkach
wtryskiwania wyrobów.
Powłoki
z dwusiarczku wolframu WS2
Te pokrycia antyadhezyjne
noszą obok nazwy „chemicznej”: WS2 także handlowe: Everslik®
MS-300 (technologia
Microseal®) i
Diacronite DL-5 wg
producenta oferującego tą technologię także na rynku europejskim.
Są to pokrycia o
mniejszej grubości ok. 0,5 µm z modyfikowanej warstwy dwusiarczku
wolframu o strukturze blaszkowej związanej siłami mechanicznymi i cząsteczkowymi.
Prawdopodobnie osadzanej z fazy gazowej. Powłoka jest obojętna, nietoksyczna,
odporna na korozję i wysokie temperatury oraz nie przenosi się na formowaną
wypraskę. Jej odporność na obciążenia jest taka sama jak odporność podłoża
(ze względu na mała grubość) do
wartości 350 000 psi.
Współczynnik tarcia
dynamicznego powłok z WS2 wynosi 0,03 a statycznego od 0,07 do 0,09.
Pokrycia można nakładać nie tylko na metale ale także na szkło, włókna
szklane, porcelanę i wiele tworzyw sztucznych.
Zastosowania tych powłok
nie ograniczają się tylko do powierzchni formujących, ale także są polecane
do ruchomych elementów form i innego oprzyrządowania:
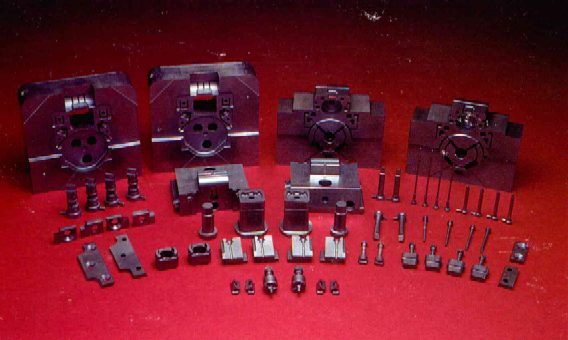
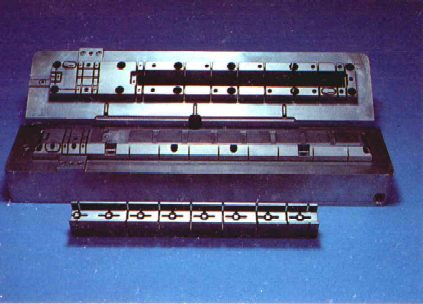
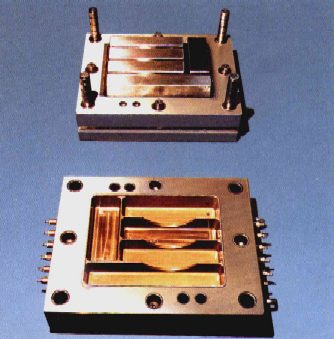
Rys
2,3,4: Przykłady zastosowań
powłok DICRONITE DL-5
Powłoki
z węglika boru (B4C)
Handlowa nazwa tego
pokrycia stosowanego w formach wtryskowych to DiamondBLACK®.
Są to ceramiczne pokrycia o typowej grubości od 0,5 do 6 µm osadzane w
stosunkowo niskiej temperaturze od 1200C do 2300C w
procesie PVD (Physical Vapor Deposition - fizycznego
osadzania z fazy gazowej). Są to
bardzo twarde powłoki ponad 90 HRC.
Pokrycia węglika boru mają duże powinowactwo do aluminium, tytanu i
niklu. Można nim pokrywać prawie wszystkie stale oraz węgliki. Powłoka jest
bardzo odporna na ścieranie, erozję i
korozyjne oddziaływanie gazów np. z zawartych w tworzywie sztucznym
uniepalniaczy. Posiada właściwości poślizgowe które można jeszcze bardziej
poprawić nakładając dodatkowo jeszcze warstwę opisanego wyżej dwusiarczku
wanadu np Everslik® MS-300 wg technologii Microseal®.
Współczynnik tarcia dynamicznego samych powłok
DiamondBLACK® wynosi
0,09 a statycznego 0,20. Odporność termiczna na utlenianie sięga 6000C.
Bardzo efektownie wygląda
powłoka DiamondBLACK® w dużym powiększeniu:
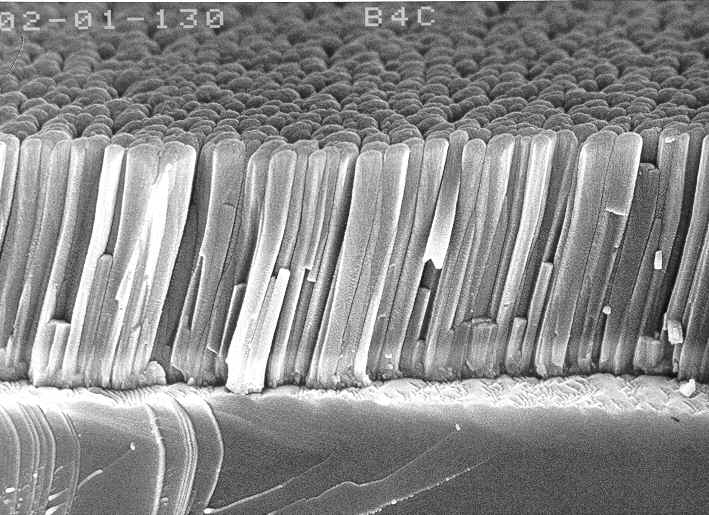
Rys5: powłoka DiamondBLACK®
w powiększeniu 10 000 razy.
Powłoki
DiamondBLACK® nie są polecane do niektórych tworzyw sztucznych
takich jak: wszystkie tłoczywa; szczególnie mocznikowe, melaminowe, fenolowe,
epoksydy, poliuretany i polieteroimidy (PEI, Ultem).
Pokrycia można nakładać
na następujące stale i inne metale, wg zaleceń firmy, (są to oznaczenia
stali amerykańskich) P-20 (1,2330), H-13 (1,2713), A-2, S-7, D-2 (1,2379),
A-10, A-6, brązy berylowe (np. moldMAX, ampcoloy), aluminium i inne jego
stopy.
Natomiast niektóre inne
stale i inne materiały nie są
kompatybilne z powłokami DiamondBLACK® , są to: stale serii
1100 i 1200, stale i stopy z ołowiem, cyną, cynkiem, bizmutem, kadmem i
magnezem. Także materiały zawierające fosfor, selen, siarkę, tellur, pokryte
ceramiką tytanową, bezprądowo niklem, teflonem oraz częściowo porowate.
Od niedawna osiadamy formę
wykonaną ze stopu aluminiowego z pokryciem DiamondBLACK® , w tym
konkretnym zastosowaniu nie widać jednak wszystkich zalet tej powłoki, wpływa
na to specyficzna konstrukcja formy. Na ostateczną ocenę należy poczekać po
dłuższej eksploatacji.
Więcej
informacji można znaleźć na stronach:
Zdzisław Filipowski